





Makine Mühendisi (Ar-Ge Departmanı)
Duyar Vana Makine Sanayi AŞ
Çalışma şekli
Glob vanalar; bir milin ucuna bağlı klapenin, akışkan geçiş deliğinin üstüne oturtulması veya kaldırılması ile akışkan geçişini kesip, açarak görevlerini yerine getirirler. Klapeler, normalde kalın bir disk şeklindedir. Glob vanalar klape-mil bağlantı şekline göre kumandalı çekvalf veya yaylı çekvalf olarak da üretilebilir.
Üretimi
Gövde, kapak, mil ve klape olmak üzere dört ana parçadan oluşur. Bu ana parçaların haricinde sızdırmazlık elemanları (klingrit veya grafit), bağlantı parçaları, volan vb. yardımcı malzemeler de bulunur. Üç farklı gövde tipi bulunmaktadır.
Bunlar;
1) Düz Geçişli (T tip): Genelde yüksek basınç kayıpları söz konusudur. Her ne kadar adı düz geçişli olsa da bu, sadece tesisata bağlantı için geçerlidir. Vana içinde akışkan bir “S” çizerek yol alır.
2) Köşe: Tesisat köşe noktaları için avantaj sağlarlar.
3) Y- tip: Basınç kayıpları yaklaşık yarı yarıya azaltılmıştır. KV değeri artmıştır. Vana içinde akışkan kalıntısı kalma riski daha azdır. Ancak, strok daha uzundur.

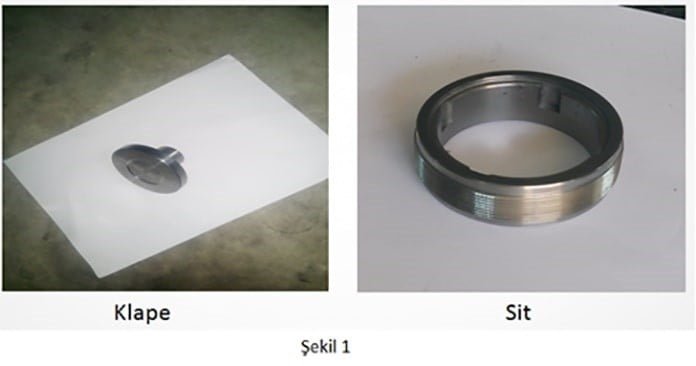
Klapenin sızdırmazlığı sağlayacak karşı parçası olan sit hassas işlenmelidir. Sitin gövdeye montajı üç farklı şekilde olur.
Bunlar;
- Vidalama yöntemi: Hem gövdeye hem de site diş çekilerek birbirlerine bağlanması yöntemidir.
- Sıvama yöntemi: Gövdeye kanal açılıp, site fatura yapılarak harici bir kuvvetle bu iki parçanın birleştirilmesidir.
- Sıkı geçme yöntemi: Gövdede bulunan yatağın sitin ölçüsünden 0.3 mm kadar daha düşük yapılarak harici kuvvetle sıkı geçmesidir.
Bu üç yöntem arasında mukavemet ve uzun süreli kullanım nedeniyle vidalama yöntemi daha uygundur.
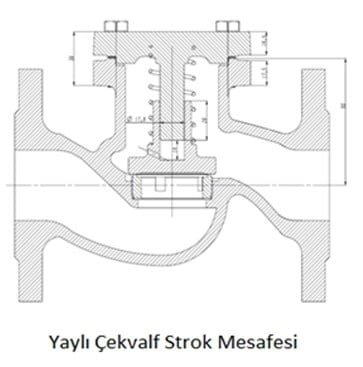
Glob vanaların üretiminde strok mesafesi de önemli bir noktadır. Özellikle yaylı çekvalflerde klapenin açılabileceği maksimum mesafe akış için önemli bir faktördür. Bu mesafe doğru hesaplanmadığı takdirde istenilen akış gerçekleşmeyecektir.
Sitin ve klapenin işlenmesi esnasında hassas yüzey işlemesi yapılıp, daha sonra lepleme yöntemi ile sızdırmazlığa uygun düzeye getirilmelidir. (Şekil 1 ve 2). Sit ve klapenin yüzey kalitesi maksimum 0,1µm Ra değerinde olmalıdır.
Sit malzemesi
Paslanmaz çelik veya bronz olabilir.
Sızdırmazlık elemanı
Sızdırmazlık elemanı olarak grafit conta veya klingrit conta kullanılmalıdır. Bu malzemelerin ortak özelliği yüksek sıcaklıklara karşı dayanımlarının yüksek olmasıdır. Bu nedenle bu contaların kullanılması daha uygun olacaktır.

Üstünlükleri
– Hassas akış kontrolü sağlarlar.
– Klapenin, sit ile sürtünmesiz, oturarak teması ile iyi bir sızdırmazlık sağlanır.
– Sızdırmazlık elemanları metal olduğu için (metal&metal sızdırmazlığı) yüksek sıcaklıklarda kullanıma uygundur.
-Sit ve klape arasında sürtünme olmadığı için çok sık ve çok sayıda açılıp, kapanmaya uygundurlar.
Zayıf yönleri
– Yapıları itibariyle basınç kayıpları fazladır.
– Ölü hacim içermektedirler.
– Vana formundan dolayı içinde kalıntılar birikebilir.
– Akış, sadece vana üstünde belirtilmiş yönde mümkündür. İki yönlü çalışmaya uygun değildir. Tek yönlü vanalardır.
Akışkan cinsi
Temiz, nötr veya agresif sıvı, gaz akışkanlar.
Akış yönü
Belirtilmiştir. Aksi yönde akış doğru değildir.
Kullanım yerleri
Sıcak ve Soğuk Su Tesisatları, Buhar Tesisatları, Kızgın Yağ Tesisatları, Petrokimya Tesisleri vb.
Tahrik şekli
El ile, motorlu aktüatörler ile, kısa stroklularda mıknatıslanma ile (Solenoid valfler).
Anma ölçüleri
DN 15’ten DN 400’e kadar olabilmektedir.
Anma basıncı
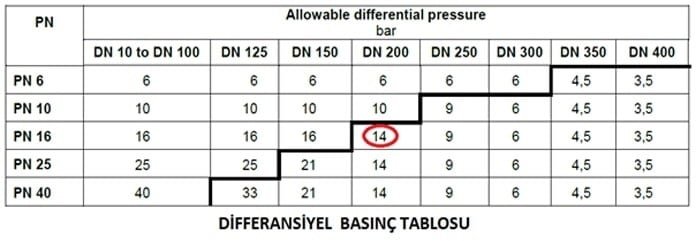
PN 300’e kadar çıkılabilmektedir. Ancak, genelde PN 40’a kadar imal edilmektedirler. Vanalarda giriş ve çıkış basınçları arasındaki “Basınç Farkı” standartlarda (DIN 3356) bazı basınç kademe ve anma ölçülerinde anma basıncının altında verilmektedir. (Örneğin, PN 16, DN 200 Glob Vanada Basınç farkı en fazla 14 bar olabilir şeklinde verilmektedir.) Bu, anılan vananın bir ucu atmosfere açık ise vananın çalışma basıncı, anma basıncı olan 16 bar değil, ancak 14 bar olabilir anlamına gelmektedir.
Çalışma sıcaklık aralığı
Genelde –500C ve +2500C aralığı için imal edilmektedirler.
Tesisata bağlantı şekli
Vidalı, Flanşlı, Kaynak Ağızlı
İlgili bazı mamul standartları
TS EN 13789, DIN 3356, TS 15, ANSI B16.34, BS 1873, BS 5352, BS 5152, BS 5154, BS 5160.
Uygulama örnekleri
Sızdırmanın tehlike yaratabileceği durumlarda, glob vana kullanmamız gerekiyor ise iki vanayı birbirinin peşi sıra seri olarak takabiliriz. Girişte bir kaçak söz konusu olursa, yedek bir vana sistemde hazır bulunmuş olur. Bu sistem ile basınç düşümünü de iki vanaya dağıtmış, toplam gürültü seviyesini düşürmüş oluruz.
İşletmede dikkat edilecek hususlar
Sızdırmazlık, klape ve sit yüzeylerinin biri birinin üzerine oturmaları ile sağlandığı için, akışkanın temiz olmaması durumunda, iki yüzeyin arasına katı partiküllerin girmesi ile, öncelikle sızdırmazlık sağlanamayacak ve yüzeylerde bozulmalar olacak, kaçak başlayacaktır. Akışkanın temiz olması, filtreleme her vanada olduğu gibi, bu vanalarda da çok önemlidir.
Genel enerji tasarrufu açısından da vanaların ortama ısı kaybına yol açacak geniş yüzeyleri olduğu unutulmamalı ve ortam sıcaklığından farklı akışkanın geçtiği vanalar muhakkak izole edilmelidir.
Bu tür vanalar yapıları gereği yarı açık pozisyonda bir problem doğurmadan kalabilir. Ancak, kapanmaya çok yakın, yani vananın çok kısık tutulduğu pozisyonlarda uzun süre tutulması doğru değildir. Vananın anma ölçüsünün olması gerekenden büyük seçilmiş olduğu bu durumlarda, klape ile sit arasında bırakılmış küçük aralıkta akışkan hızı ciddi şekilde artar. Akışkanın hızlı geçişi sit ve klape yüzeyinde kılcal olarak başlayan izler bırakır. Bu izler zamanla büyür ve vana kaçırmaya başlar. Bu hızlı akış aynı zamanda yüksek gürültü anlamına gelmektedir. Ayar için kullanılacak vanalarda, tasarım debisine uygun “debi faktörü” olan vanalar seçilmelidir. Kapasitesi büyük vana seçimi, ayar kabiliyetini azaltır. Bazı durumlarda, boru anma çapından bir veya iki kademe düşük anma çaplı vanalar kullanılabilmektedir.


Bakım, onarım
Bu tür vanalarda en çok karşılaşılan sorunlar, yine sızdırmazlık yüzeylerinin aşınması ve salmastra kaçaklarıdır.
Mil salmastrasından kaçak söz konusu olduğunda, salmastra sıkıştırılarak kaçaklar önlenmelidir. Ancak vanalar tesisata bağlanmadan önce uzun süre depoda beklemiş veya sıkıştırılabilme sınırının sonuna gelmiş ise salmastralar elastikiyetlerini kaybederek, kaçırmayı önleyemez hale gelebilirler. Bu durumda onarım mümkün değildir ve salmastra yenilenmelidir.
Sızdırmazlık yüzeylerinin zarar görmüş olması sonucu onarım işi gerektiğinde, yüzeylerin taşlanması, alıştırılması gibi işlemler zorunlu olarak karşımıza çıkmaktadır. Bu yüzden bu tür onarım işinin imalatçı firmada yaptırılması daha doğru olacaktır.







